

맞대기 용접 플랜지는 이제 더 이상 변형되지 않고 밀봉이 잘되며 믿을 수 없을 정도로 사용되며 해당 유연성 및 탄성 요구 사항과 특정 맞대기 용접 얇아짐 전환이 있으며 용접 조인트는 조인트 표면에서 연장되어 있으며 조인트 바닥은 용접 온도 변형을 막아서 응력이나 온도의 큰 변동이 있는 파이프라인이나 온도가 너무 높거나 응력이 크고 온도가 낮은 파이프라인에 절묘한 가속화된 도전적인 기침 플레어 구조를 채택하고 일반적으로 파이프라인과 밸브의 연결에 사용됩니다. 2.5MPa보다 가속된 PN을 사용하며 추가적으로 값비싼 가연성 및 폭발성 매체 파이프라인을 운송하는 데 사용됩니다.
단조, 주조 및 중간 판 터닝
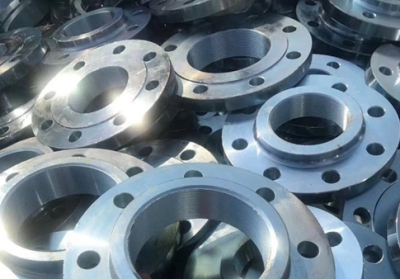
플랫 용접 플랜지
연결 형태: 단면 용접, 양면 너트 연결.
제품 요소 아름다운 외관, 손 표면, 산 및 알칼리 저항, 부식 방지, 견고한 질감 성능.
생산 공정 : 산소로 절단, 전형적인 단조 또는 완제품 단조 및 감소 성형.
가공 방법: 고정밀 CNC 선반 터닝, CNC 방사형 드릴링 및 드릴링.
제품 매개변수
(2) 볼트 간격 중간 원형 직경: 50mm----2130mm
(3) 볼트 간격 직경: 11mm-30mm
(6) 플랜지 두께: 12mm-58mm
(7) 튜브 외경: A(17.2-2032MM) B(14-2020MM)
(8) 플랜지 내경: A(18-2036MM) B(15-2024MM)
(9) 플랜지 이론 중량: 0.36kg--234.6kg(DN1800)
1. 맞대기 용접 플랜지의 등급과 기술적 필요성은 JB4726-4728의 해당 필요성을 충족해야 합니다. 1. 공칭 응력 PN이 0.25MP-1.0MPa인 탄소 금속 및 오스테나이트계 스테인리스강 단조품은 클래스 I 단조품을 사용할 수 있습니다. 2. 다음 규정에 추가하여 공칭 응력 PN이 1.6MPa~6.3MPa인 단조품은 2등급 이상의 단조 등급 요건을 충족해야 합니다. 3. 다음 중 어느 하나에 해당하는 자는 III. 및 단조품: (1) 공칭 응력 PN≥10.0MPa를 갖는 플랜지용 단조품; (2) 공칭 응력 PN>4.0MPa를 갖는 크롬-몰리브덴 금속 단조품; (3) 공칭 응력 PN>1.6MPa 및 작동 온도 섭씨 -20 수준인 페라이트 금속 단조품.
2. 맞대기 용접 플랜지는 일반적으로 단조 또는 단조 및 압연 공정으로 만들어집니다. 금속판이나 단면으로 제작할 경우 다음 요건을 충족해야 합니다. 1. 맞대기 용접 플랜지는 박리 결함을 제외하고 초음파 결함 경로를 통해 검사해야 합니다. 두 개의 강철 압연 경로를 따라 스트립으로 형성되어야 하며 굽힘 및 맞대기 용접이라는 실제로 유익하고 유용한 자원을 사용하여 링에 수용되어야 하며 금속 접지는 링의 원통형 바닥을 형성해야 합니다. 금속판은 더 이상 목이 있는 맞대기 용접 플랜지로 기계 가공되지 않아야 합니다. 3. 링의 맞대기 용접은 완전 관통 용접으로 선택됩니다. 4 링의 맞대기 용접은 용접 후 따뜻함을 처리해야 하며 100주 광선 또는 초음파 탐상을 수행해야 하며 광선 탐상은 JB4730 클래스 II의 요구 사항을 충족하고 초음파 탐상은 다음을 충족합니다. JB4730의 클래스 I 필수품.
3. 맞대기 용접 플랜지 목의 외부 문제 경사는 더 이상 70°를 넘지 않아야 합니다. 맞대기 용접 플랜지는 제조 및 용접의 일부 측면에서 기술 매개변수를 엄격하게 제어하여 제조 및 사용에 있어 완전한 특성과 속도를 발휘할 수 있다는 사실을 믿을 수 없게 만듭니다.



관련 뉴스
