

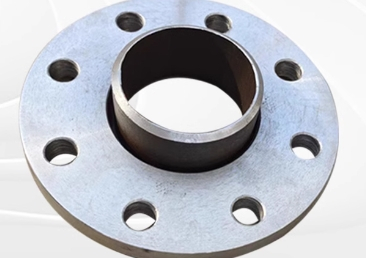
맞대기 용접 플랜지는 이제 더 이상 자주 변형되지 않고 밀봉이 잘 되며 특히 사용됩니다. 해당 유연성 및 탄성 요구 사항과 우수한 맞대기 용접 얇아짐 전환이 있으며 용접 조인트는 조인트 표면에서 연장되어 있으며 조인트 바닥은 용접 온도 변형을 막아서 가속되고 복잡한 기침 플레어 구조를 채택합니다. 이는 응력이나 온도가 크게 변동하는 파이프라인 또는 온도가 너무 높거나 응력이 과하거나 온도가 낮은 파이프라인에 적합하며 일반적으로 파이프라인과 밸브 연결에 사용됩니다. 2.5MPa보다 가속된 PN을 사용하며 추가적으로 값비싼 가연성 및 폭발성 매체 파이프라인을 운송하는 데 사용됩니다.
단조, 주조 및 중간 판 터닝
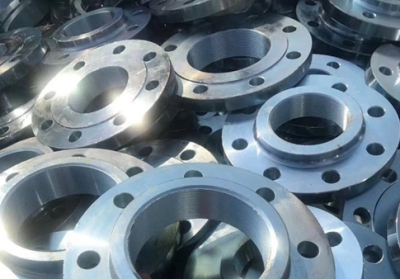
플랫 용접 플랜지
연결 형태: 단면 용접, 양면 너트 연결.
제품 요소 아름다운 외관, 손 표면, 산 및 알칼리 저항, 부식 방지, 견고한 질감 성능.
생산 공정: 산소로 절단, 전형적인 단조 또는 완성된 제품 단조 및 환원 성형.
가공 방법: 고정밀 CNC 선반 터닝, CNC 방사형 드릴링 및 드릴링.
제품 매개변수
(2) 볼트 간격 중간 원형 직경: 50mm----2130mm
(3) 볼트 간격 직경: 11mm-30mm
(6) 플랜지 두께: 12mm-58mm
(7) 튜브 외경: A(17.2-2032MM) B(14-2020MM)
(8) 플랜지 내경: A(18-2036MM) B(15-2024MM)
(9) 플랜지 이론 중량: 0.36kg--234.6kg(DN1800)
1. 맞대기 용접 플랜지의 등급과 기술적 필요성은 JB4726-4728의 해당 필요성을 충족해야 합니다. 1. 공칭 응력 PN이 0.25MP-1.0MPa인 탄소 금속 및 오스테나이트 스테인리스 금속 단조품은 클래스 I 단조품을 사용할 수 있습니다. 2. 다음 규정에 추가하여 공칭 응력 PN이 1.6MPa~6.3MPa인 단조품은 2등급 이상의 단조 등급 요건을 충족해야 합니다. 3. 다음 중 어느 하나에 해당하는 자는 III. 및 단조품: (1) 공칭 응력 PN≥10.0MPa를 갖는 플랜지용 단조품; (2) 공칭 응력 PN>4.0MPa를 갖는 크롬-몰리브덴 금속 단조품; (3) 공칭 응력이 PN>1.6MPa이고 작동 온도가 섭씨 -20 이하인 페라이트 강철 단조품.
2. 맞대기 용접 플랜지는 일반적으로 단조 또는 단조 및 압연 공정으로 만들어집니다. 강판이나 형강으로 제작하는 경우에는 다음의 요건을 만족하여야 한다. 1. 맞대기용접플랜지는 박리결함을 제외하고 초음파 결함을 통과하여 검사하여야 한다. 두 개의 강철 압연 경로를 따라 스트립으로 제한해야 하며 굽힘 및 맞대기 용접을 사용하여 링으로 만들어야 하며 강철 접지는 링의 원통형 접지를 구성해야 합니다. 금속판은 더 이상 목이 있는 맞대기 용접 플랜지로 가공되어 길이가 길어져서는 안 됩니다. 3. 링의 맞대기 용접은 진정한 관통 용접이 되도록 선호합니다. 4 링의 맞대기 용접은 용접 후 따뜻함을 처리해야 하며 100주 광선 또는 초음파 탐상을 수행해야 하며 광선 탐상은 JB4730 클래스 II의 요구 사항을 충족하고 초음파 탐상은 다음을 충족합니다. JB4730의 클래스 I 필수품.
3. 맞대기 용접 플랜지 목의 바깥면 경사는 더 이상 70°를 넘지 않아야 합니다. 맞대기 용접 플랜지는 제조 및 용접의 일부 요소에서 기술 매개변수를 엄격하게 제어하여 제조 및 사용 시 모든 기능과 속도를 발휘할 수 있는 고품질을 만듭니다.

관련 뉴스
